


干防腐从认识喷砂开始(转)
防腐对于河南长垣和安徽萧县及江苏江都防腐蚀产业来说是从一把刷子开始的,此言论虽然有一些偏颇;但是事实确实如此。最初的防腐就是简单的靠一把刷子涂刷油漆,保证钢铁基层不生锈,确保生产和设施的正常运行。随着防腐蚀施工技术的不断发展,一把刷子“闯天下”已经不能满足突飞猛进的现代化工业生产需求。防腐施工的机械化作业代替人工操作成为必然趋势,从而极大的降低人工成本提高了经济效益,而且保证了防腐施工质量,延长了防腐层使用寿命。
最初的防腐施工机械作业大致从喷砂开始,取代人工打磨。这种表面处理的方式一直沿用至今,所以笔者认为真正防腐施工是从喷砂开始的,而“一把刷子闯天下”只能算作简单而又传统的“刷油”工艺。毕竟喷砂是“刷油”的前端工序,也是在防腐蚀造价预算里面含有机械费的表面处理项目。如果从防腐蚀效果来看,表面处理,特别是喷砂占到整个防腐质量的70%的比例。所以,干防腐从认识喷砂开始有一定的依据和道理,从而纠正了“干防腐就是刷油漆”的传统概念。

喷砂工艺最早出现于美国的底特津,用于清理汽车零件,发明人是Benjamin Chew Tilghman.现在防腐人又把喷砂称作为“打砂”“喷丸”“扫砂”等等。喷砂从最初的钢铁表面处理开始,发展到对有色金属(如不锈钢,铜,锌,铝等),非金属(如塑料,橡胶,玻璃钢,混凝土,石材,玻璃,木材,陶瓷等)表面处理;从防腐要求到工艺品刻划,向多领域延伸;磨料也从无机材料到金属材料及无机有机复合材料发展;设备也从人工操作向机器人操作乃至AI智能化发展;随着环保要求深入,干喷砂向湿喷砂,海绵喷砂更新迭代。总之,喷砂工艺不断的与时俱进,紧跟时代的防腐步伐同进步共发展,相信未来的喷砂将在环保性,高效性,智能化几个方面有更大的突破。喷砂工艺的先进性大大提高了表面处理质量,从而赋能防腐层质量的改善,延长被保护设施的使用寿命,为使用方降本增效提供了有效的保障。

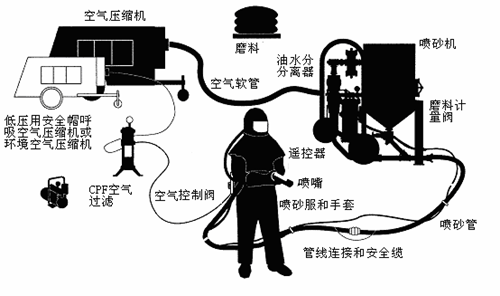
干防腐从认识喷砂开始,一般狭义的定义为钢材表面的喷砂清理。喷砂“三大件”通常指喷砂机,空压机,磨料。其中,喷砂机由喷砂料缸,喷砂管,喷砂枪组成;喷砂缸容量使用最多的是可容纳270Kg的磨料,约占60%以上。装满270Kg磨料可以供直径9.5㎜喷嘴连续工作20min左右,当然也可以根据施工实际情况,选择更大容量的喷砂缸;喷砂管由内胶层,增强层和外胶层组成,其通径一般是喷嘴直径的3-4倍,通常喷砂管内径大部分<32㎜,与之配套的喷嘴通径以8㎜和10㎜为好,我国喷砂管标准长度为20m;喷砂枪,现在普遍使用较多的是文丘里双进风碳化钨喷砂枪,我国喷砂嘴通径规格常见的有6㎜,8㎜,9.5㎜,其他的如11.1㎜和12.7㎜使用比较少。

空压机系统由空压机,储气罐,油水分离器,干燥器等组成,空压机通常选择螺杆压缩机,其排气压力<0.8MPa,我国喷砂用工作压力<0.7MPa(风量为5m³/min气源就可以应付),当喷嘴直径6㎜时宜选择5m³/min气源,喷砂效率1小时约9㎡,喷嘴直径8㎜时宜选择7m³/min气源,喷砂效率1小时约9-15㎡,喷嘴直径9.5㎜时宜选择10m³/min气源,喷砂效率1小时约9-21㎡。
储气罐在空气压缩系统中的作用是缓冲,使供气更加稳定,减少空压机的频繁启动,储气罐的容量一般等于空压机排气量的三分之一到五分之一之间。干燥器安装于喷砂机前端,油水分离器安装于干燥器后端,使得除水率达到90%,干燥空气含油浓度低于1/107,保证压缩空气的纯净度,特别需要注意的是压缩空气输送管道可以使用无缝钢管和橡胶管,不宜使用自来水镀锌管,使用时尽量减少弯头数量,通常管道直径是喷嘴直径的4倍。笔者认为喷砂用洁净的空气是防腐层质量的重要保障,也是喷砂单位面积效率最大化的基础。

喷砂“三大件”之磨料是基层表面处理的“弹药”好的“弹药”可以销毁一切不需要的东西,彻底干净利落的解决想要解决的问题。这个“弹药”落在钢铁上面,可以将不需要的表面氧化皮,锈蚀物及污染物清理干净,好的磨料可以做到一次喷砂就能够满足粗糙度和清洁度要求,节约了成本;不好的磨料清理效率低,用料多,耗工耗时又耗料,实际案例可以得出好的磨料以硬度,强度,纯度为最大特点,差的磨料则反之,喷砂粗糙度还与磨料粒度大小相关。磨料又分为非金属磨料和金属磨料,非金属磨料如石英砂,铜炉渣,石榴石,塑料磨料,海绵磨料,氧化铝,碳化硅,玻璃珠,陶瓷珠等;金属磨料如钢丸,钢砂,铁丸,铁砂,不锈钢丸,不锈钢砂,钢丝切丸等等。一些非钢铁有色金属及不锈钢必须使用非金属磨料进行表面处理,以防细微粒子嵌入金属后会加速腐蚀的发生。实践经验得出,施工中磨料与压缩空气正确比例大致为10Kg磨料(石英砂)比6.25m³压缩空气(0.7MPa工作压力)处理效率最高,防腐蚀施工人员如果能够熟练的掌握好这个比例可以大大提高喷砂清理效率,降低人工和材料成本。

钢铁表面喷砂处理目的就是为了获得良好的,能够满足涂装设计规定的金属或者非金属涂层,最终实现防腐蚀作用。金属或者非金属涂层与钢铁基体的结合属于机械性结合,两者之间不可以发生化学反应,而且无中间障碍隔离。因此,防腐层施工前,如涂层涂装前表面粗糙度及清洁度成为防腐层使用寿命长短的质量关键。国际标准化组织在一些国家标准的基础上制定了与喷砂清理有关的标准,如ISO 8501-1将钢材表面喷砂清理分为4个等级:
1.最彻底清理级 Sa 3
2.很彻底清理级 Sa 2 1/2
3.较彻底清理级 Sa 2
4.非彻底清理级 Sa 1
我国标准部门也采用“等效采用”的办法,直接将ISO 8501-1国际标准转变为GBT 8923.1-2011国家标准,该标准将这4种清理等级分布称为:
1.使钢材表观洁净的喷射或抛射除锈
2.非常彻底的喷射或抛射除锈
3.彻底的喷射或抛射除锈
4.轻度的喷射或抛射除锈
标准对清理等级具体要求作了详细的文字描述,并且附有对应的清理标准照片,另外在ASTMD3276-2007的“5.2.3表面粗糙度”中通常推荐表面粗糙度宜为涂层体系干膜厚度的1/4到1/3之间。GB/T 50046-2018的“表5.2.4”注2“喷射或抛射除锈后的表面粗糙度宜为40-75μm,并不大于涂层厚度的1/3”。因此钢铁及其他金属防腐喷砂表面处理质量评定可以按照以上规范标准要求执行;而混凝土表面喷砂处理要求可以参照国家标准《建筑防腐蚀工程施工规范》GB50212-2014执行。

据不完全统计全球喷砂设备市场规模从2015年的75.5亿美元增长到2019年的102.1亿美元,年均复合增长率为6.3%。预计到2025年,市场规模将达到132.4亿美元,年均复合增长率为4.5%。喷砂设备市场规模数据及增长率说明表面处理领域空间巨大;而且在防腐蚀行业发展迅猛,从而否定了业界某些专家“喷砂淘汰”论说。笔者认为至今为止,防腐蚀表面处理效果最好的工艺方法依然是喷砂,特别是热金属喷涂,粉末喷涂等对喷砂要求很高,这些防腐涂层的特点是不可能离开喷砂工艺的;只是怎么让传统的喷砂工艺不断适应环保,不断创新,技术革新,逐步使之环保,智能,高效才是关键。

有报道说,国外一家著名的船用涂料公司曾经对船舶涂层失效的事例做过一个广泛的调查。结果显示,有60%的涂层失效是由于表面处理不当造成;有25%的涂层失效是由于涂装施工条件控制不力所致;只有15%的涂层失效来自于涂料自身的质量。因此,防腐蚀表面处理对于防腐层是多么重要,而表面处理之喷砂又是多么的关键,干防腐从认识喷砂开始的说法一点不为过。